





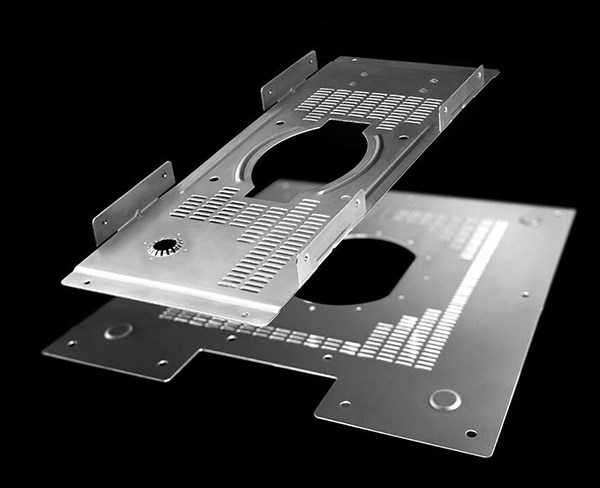
鈑金常用的材質冷軋板規格范圍:厚度0。25~3。0mm,3。0mm以上材料必須制220mm和250mm兩種規格,長度可依需要裁切任意尺寸。一般為2440mm和2500mm。材料特性:表面呈鐵灰色光澤,表面易刮傷、生銹,加工時須注意保護并快速轉序。熱軋板規格范圍:厚度。4~6。0mm,寬度較大值524mm,一般為250mm或220mm,材料長度可依需要裁切任意尺寸。一般為2500mm或2440mm。材料特性:材料表面呈黑灰色光澤,不易刮傷,但易生銹,加工時須注意去除。適宜做烤漆、噴粉等結構件。






分切和剪切定尺切割,修邊線和落料機更適合切割金屬板卷。在線剪切機被集成到鈑金生產線中,以將卷材轉換成特定的長度。修剪或定尺生產線通常具有卷材裝載車,矯平機或矯直輥,開卷機(用于給卷材供料),削皮器臺和堆垛機,用于將切下的金屬板整理成整齊的堆垛。剪切機,或“剪刀,”具有兩個葉片,并用閘刀或剪刀狀的機械作用切削金屬。許多商店都會配備剪板機,在這些剪板機上手動裝載和切割板材以進行特定的加工。如果需要更窄的寬度,則可以用剪切壓力機再次切割片材。
鈑金加工的基本流程、碰焊:又稱:“點焊”,是指由碰焊機將工件面對面焊接連接的工藝過程。2、植焊:指用植焊將植焊螺釘牢固地焊接在工件上的工藝過程。3、焊接打磨:主要指采用打磨機。銼刀等工具使工件焊疤處光滑。平整的工藝過程。4、前處理:指工件鈑金加工完成后,在噴漆或噴粉以前,用電解溶液對工件進行除油。除銹及增加工件表面覆膜(如磷化膜)并清洗的工藝過程。5、刮灰:指采用原子灰彌補工件表面的缺陷如焊接縫隙或凹坑的工藝過程。



 在線客服
在線客服 13856998044
13856998044 hubing@yianjidian.com
hubing@yianjidian.com


